邛崍雙膛窯制造商
發(fā)布時間:2024-10-10 01:21:49
邛崍雙膛窯制造商
1,、軸承擔負機器的全部負荷,,所以良好的潤滑對軸承壽命有很大的關系,,它直接影響到機器的使用壽命和運轉率,,因而要求注入的潤滑油必須清潔,,密封必須良好,,本機器的主要注油處(1)轉動軸承(2)軋輥軸承(3)所有齒輪(4)活動軸承、滑動平面.2,、新安裝的輪箍容易發(fā)生松動必須經(jīng)常進行檢查.3,、注意機器各部位的工作是否正常.4、注意檢查易磨損件的磨損程度,,隨時注意更換被磨損的零件.5,、放活動裝置的底架平面,應出去灰塵等物以免機器遇到不能破碎的物料時活動軸承不能在底架上移動,,以致發(fā)生嚴重事故.6,、軸承油溫升高,應立即停車檢查原因加以消除,。7,、轉動齒輪在運轉時若有沖擊聲應立即停車檢查,,并消除。

邛崍雙膛窯制造商
回轉框架的回轉速度大小由摩擦輪的回轉角速度X和接觸處的回轉半徑r決定,,即: V = X·r,。 因為環(huán)冷機兩套傳動系統(tǒng)完全一樣,故摩擦輪的角速度一樣,,而半徑 r 隨著接觸點不同而變化,。當兩套摩擦輪的接觸點r不同時,兩套傳動系統(tǒng)提供給摩擦板的速度不一致,,必然造成回轉框架的轉動偏離環(huán)冷機中心造成臺車跑偏,。因為摩擦板是加工件尺寸標準,所以在檢測時,,在上訴因素都排除掉后,,測量摩擦板的外沿點到兩個摩擦輪的接觸點的距離,如超差≥ ±4mm時,,需重新調整摩擦輪的接觸位置,。調整時可以將傳動框架與地基連接螺栓拆開,調整回轉框架的位置來達到調整摩擦輪的效果

邛崍雙膛窯制造商
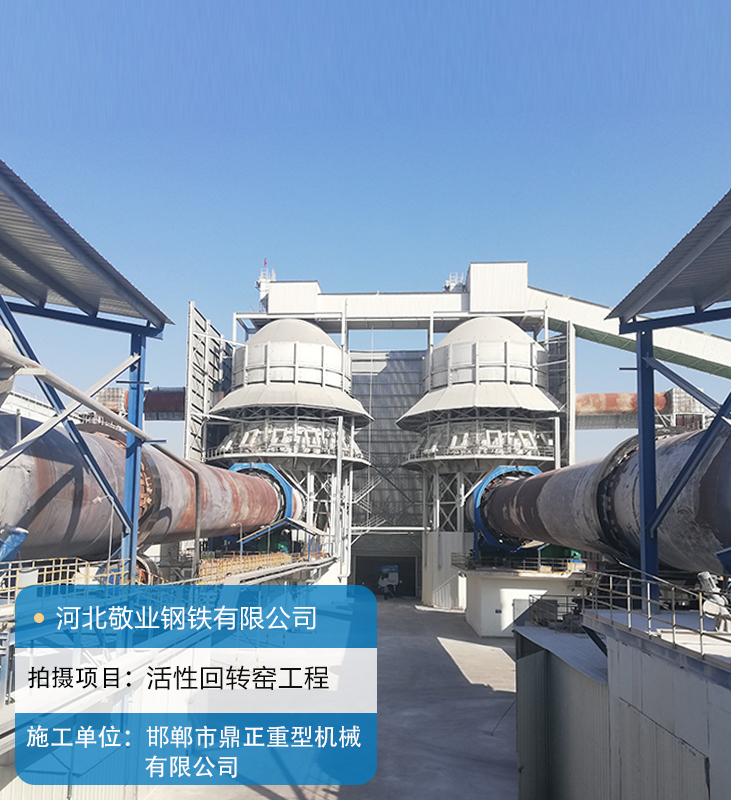
原料輸送系統(tǒng)石灰石,、白云石在礦山破碎后運到廠區(qū),,由鏟車送到原料地坑經(jīng)篩分提升到原料庫,計量后粒度10~50mm的合格石灰石經(jīng)提升設備送入預熱器頂部料倉,。入料粒度為10~50mm,使出料的成品粒度為5~40mm達到90%以上,。活性石灰煅燒系統(tǒng)活性石灰煅燒系統(tǒng)是由一臺豎式預熱器,、回轉窯,、冷卻器組成。豎式預熱器:豎式預熱器是由預熱器本體,、儲料倉,、加料管、液壓推桿裝置等組成,。預熱器有多邊型和圓型,,內采用分倉隔墻裝置,使石灰石逐漸加熱避免急劇升溫爆裂產(chǎn)生大量粉狀,,入窯石灰石分解率達到30%~40%,,排出的氣體平均溫度230℃~260℃,從而降低系統(tǒng)熱耗,。
邛崍雙膛窯制造商
環(huán)冷機臺車的運動是靠摩擦輪帶動回轉框架側軌及回轉框架來實現(xiàn)的,。回轉框架上的摩擦板在與摩擦輪接觸處的速度方向(即摩擦輪在該處的切線)與摩擦輪軸線垂直,當摩擦輪軸線通過內,、外水平圓形軌道的圓心時,,則臺車的回轉運動是繞該圓心進行的,否則圓周運動圓心和固定圓心不重合,,此時即存在跑偏現(xiàn)象,。調整摩擦輪安裝位置,使其軸線通過內,、外水平圓形軌道的圓心即可修正上述原因造成的跑偏,。然而,因為環(huán)冷機回轉半徑大,,且摩擦輪與理論圓心之間距離大,、障礙物多,故無法按測量和理論數(shù)據(jù)進行調整,,只能根據(jù)實際運行方向與理想運行方向的偏差進行調整,,邊調整邊觀察,直至達到理想運行狀態(tài),。

邛崍雙膛窯制造商
窯頭是轉床窯出料部分,,直徑大于轉床窯直徑,通過不銹鋼魚鱗片和窯體實現(xiàn)密封,,主要組成部分有檢修口、噴煤嘴,、小車,、觀察孔等部分構成。而窯體部分是轉床窯(旋窯)的主體,,通常有30~150米長,,圓筒形,中間有3~5個滾圈,。筒體多由工廠加工成3~10段,,由大型卡車運輸?shù)侥康牡睾蠛附佣伞F渲袧L圈部分也俗稱(胎環(huán))由鋼水澆鑄而成,,滾圈部分窯體由于承重所以比其他部分窯體鋼板稍厚,。支撐拖輪,也是窯體的一部分和滾圈對應與地基相連,,是整個轉床窯的承重支柱,。通常一組托輥,由兩個托輥和兩個擋輪組成,。轉床窯在正常運轉時里面要鋪上耐火磚,。